

Das autogene Brennschneiden ist ein Trennverfahren für Metallbleche. Es wird für Stahlblech zwischen 40 und 100 mm Stärke angeboten. Das Format der Blechtafeln beträgt bis zu 2500x6000mm bis 80mm Stärke und 2500×5000 bis 100mm Stärke.
Die Werkstücke werden aus der Tafel geschnitten, indem die Oberfläche des Stahlblechs mit einer Brennerflamme über die Zündtemperatur des Material erhitzt wird. Durch fokussierte Zufuhr von Sauerstoff (um 8 bar) und einem Brenngas verbrennt das Material der Schnittfuge. Durch die Verbrennung des Stahls wird so viel Wärme frei, dass sich der Schneidprozess von selber fortsetzt bis zur Blechunterseite. Das geschmolzenze Material wird durch das Sauerstoff/Brenngas Gemisch aus der Fuge geblasen.
Das Verfahren kann fast nur bei niedrig legierten Stählen (Baustähle) eingesetzt werden. Das Verfahren ist vergleichsweise günstig, liefert jedoch nicht so saubere Schnittkanten wie Laserschneiden.
Der Preis für ein Werkstück setzt sich aus einem Anteil für die Schneidezeit (anhängig von Material, Stärke, Schnittlänge, Zahl der Einstiche), dem Materialpreis und den Fixkosten zusammen. Bei mehreren gleichen Werkstücken fallen nur einmal die Fixkosten an, d.h. der Preis pro Werkstück sinkt, je nach Geometrie, erheblich.
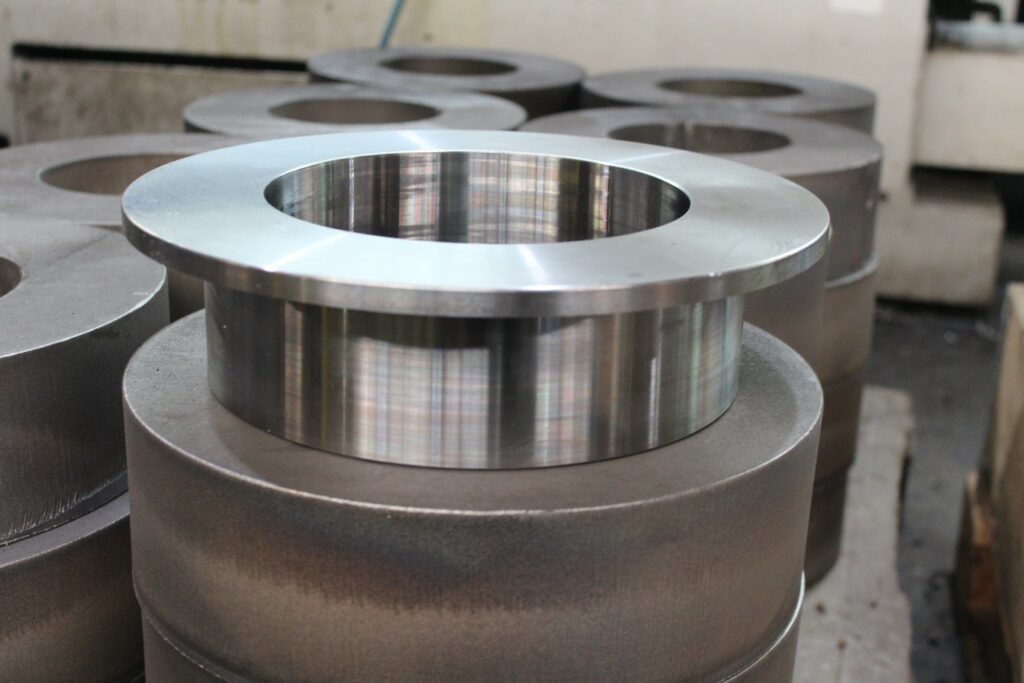
Produktionsbeispiele

Ring… … und Beispiel Endprodukt Quader


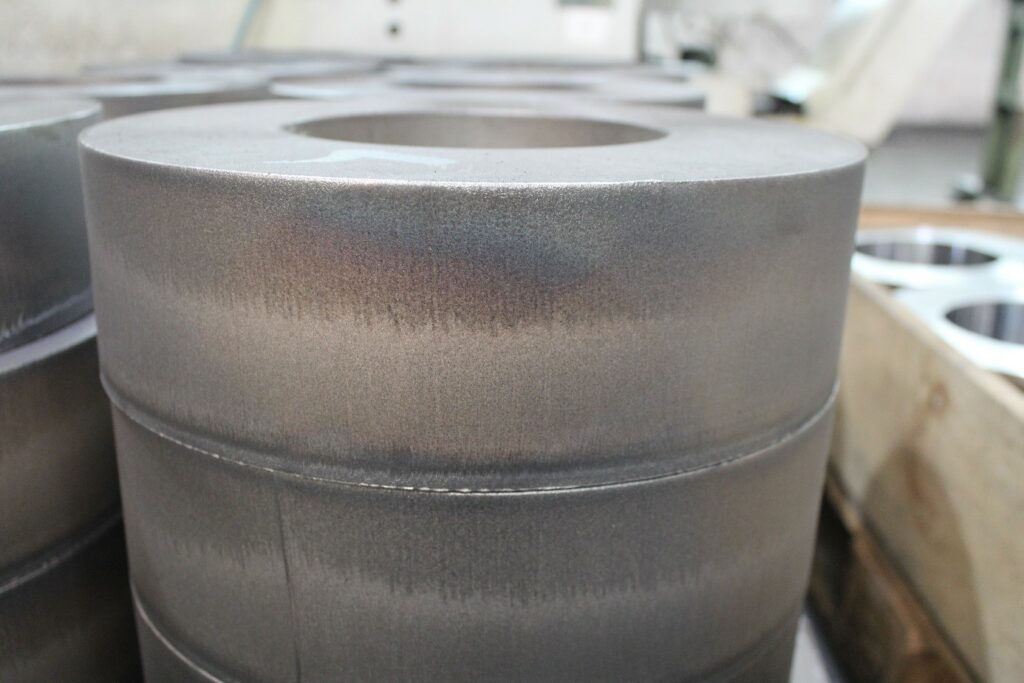
Gratbildung und Rauhigkeit der Schnittkanten nehmen mit der Blechdicke zu, siehe die folgenden Bilder der Schnittkanten. Das Blech wird von uns sandgestrahlt.
Bilder der Schnittkanten
Gebranntes Blech mit Walzhaut Gebranntes Blech nach Putzen und Strahlen 
Schnittkante
Stahl S355J2+N 100 mm


Verfahren
Lege ein neues Werkstück an und wähle „Autogenes Schneiden“ als Methode. Als Material steht Stahl S355J2+N zur Verfügung. Danach wählst Du die Materialstärke.
Im teknow Designer zeichnest Du das Werkstück. Weiße Linien bezeichnen die Außenkontur oder Durchbrüche. Du kannst mit dem Assistenten überprüfen, ob alle Entwurfsregeln eingehalten wurden. Der Preis für ein einzelnes Werkstück wird Dir angezeigt, nachdem Du den Designer geschlossen haben. Aus Deiner Zeichnung erzeugen wir eine Fertigungsdatei.
Vorteile des Verfahrens
• Keine Werkzeugkosten
• Einzelteile möglich
• kurze Fertigungszeit
• flexible Geometrie produzierbar
• sehr dicke Bleche schneidbar
• günstiges Verfahren
Entwurfsregeln
Der kleinste Lochdurchmesser muss mindestens gleich der gewählten Materialstärke sein, die geringste Stegbreite gleich der doppelten gewählten Materialstärke. Gebrannte Bohrungen werden bei größeren Blechstärken konisch. Das heißt, dass der Durchmesser auf der Blechoberseite exakt der Vorgabe entspricht, der Durchmesser an der Blechunterseite jedoch kleiner ist. Sollte dies bei dem Bauteil relevant sein, ist der Bohrungsdurchmesser 1 bis 2 mm größer zu wählenAuch hier gibt der Assistent entsprechende Hinweise (gekennzeichnet als Warnung). Sofern alle Regeln beachtet werden, erfolgt die Fertigung mit Toleranzen nach DIN EN ISO 9013.
Die Blechtafeln sind meist 2500x6000mm² bis 80mm und 2500x5000mm² bis 100mm groß, größere Werkstücke führen zu einer Fehlermeldung. Das Maximalgewicht für ein einzelnes Werkstück liegt bei 400 Kg.
Materialien
Stahl
S355J2+N (1.0577, ST 52-3) ist ein unlegierter, festerer Standard-Baustahl für allgemeine Anwendungen. Sehr gut schweißbar. Im Außenbereich ist Rostschutz erforderlich.
Zur Auswahl in den Stärken 40, 45, 50, 55, 60, 65, 70, 75, 80, 90 und 100 mm.
Zum Schluß ein Blick in die Produktion:

Eine numerisch gesteuerte Maschine bewegt den Schneidstrahl über das Blech.

Autogenes Brennschneiden eines Bleches.