
Laserschneiden ist ein Metallbearbeitungsverfahren. Es wird für Bleche von 1 mm bis 12 mm (Alu) oder bis 25 mm (Stahl) Stärke angeboten. Das Format der Blechtafeln beträgt bis zu 1,5 x 3 m. Die Werkstücke werden durch einen fokussierten Laserstrahl aus der Tafel geschnitten. Zusätzlich kommt ein Prozessgas (Stickstoff oder Sauerstoff) zum Einsatz, welches die Optik schützt und den geschmolzenen Werkstoff aus der Schnittfuge bläst. Bei den meisten Stählen kommt als Prozessgas Sauerstoff zum Einsatz. An den Schnittkanten entsteht eine Oxidschicht, die für manche Folgeschritte entfernt werden muss. Bei Edelstählen, verzinkten Stählen und Aluminium wird Stickstoff zum Ausblasen der Schnittfuge eingesetzt. Die Schnittkante oxidiert dann nicht. Der Preis für ein Werkstück setzt sich aus einem Anteil für die Schneidezeit (anhängig von Material, Stärke, Schnittlänge, Zahl der Einstiche), dem Materialpreis und den Fixkosten zusammen. Bei mehreren gleichen Werkstücken fallen nur einmal die Fixkosten an, d.h. der Preis pro Werkstück sinkt, je nach Geometrie, erheblich.
Laserbeschriftungen entstehen durch Abfahren von Konturen mit geringer Strahlleistung. Es bildet sich durch Oxidation der metallischen Oberfläche eine Anlaufgravur: eine farbige, meist braune, Schicht. Es lassen sich mit dieser Technik Markierungen für weitere Bearbeitungsschritte in der eigenen Werkstatt, wie Körnerpunkte oder Montagemarkierungen, ferner Beschriftungen oder Kennzeichnungen der Teile anbringen. Lasergravuren sind wasserfest, wischfest und dauerhaft, es entstehen aber keine vertieften Strukturen, sie sind also nicht tastbar.
Produktionsbeispiele

Scheibe Edelstahl 12 mm Hebel Alu 5 mm Grillrost Edelstahl 2 mm



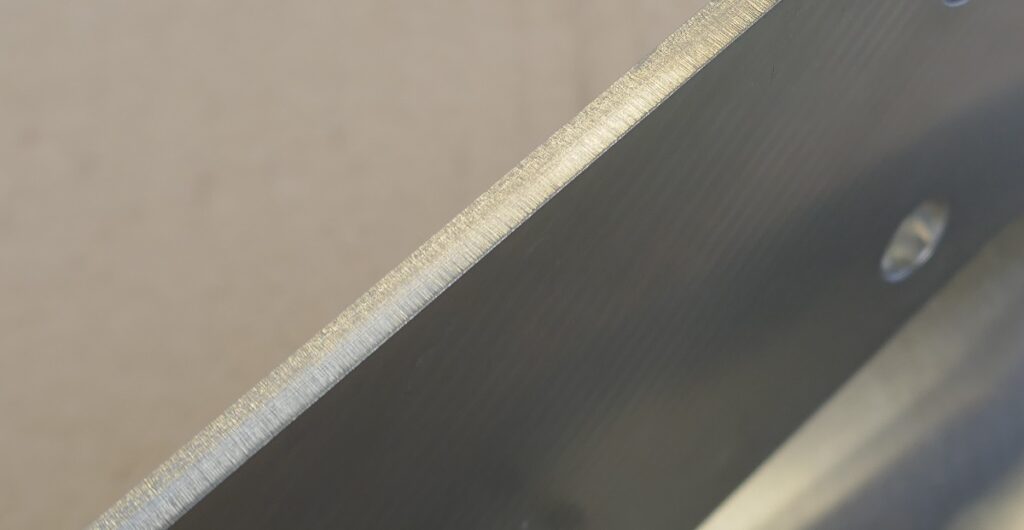
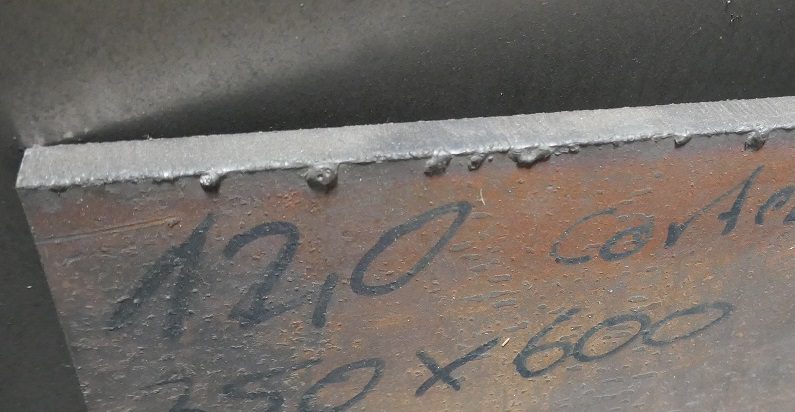
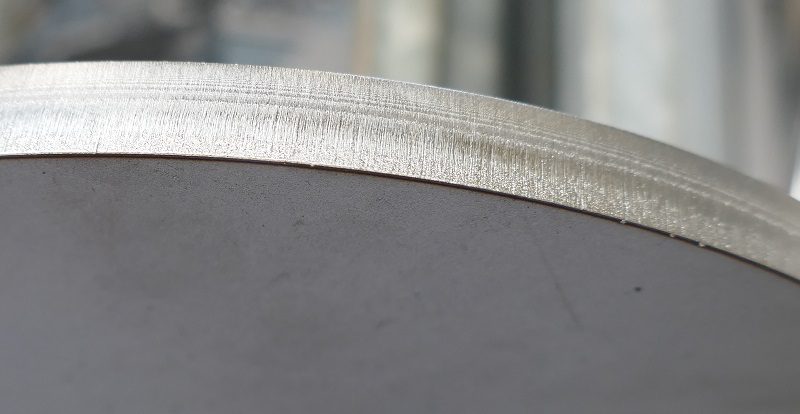
Gratbildung und Rauhigkeit der Schnittkanten nehmen mit der Blechdicke zu, siehe die folgenden Bilder der nicht nachbearbeiteten Kanten. Ab einer Stärke von 2,0 mm werden die geschnittenen Teile von uns entgratet, um Verletzungen an scharfen Kanten zu vermeiden.
Bilder der Schnittkanten und Laserbeschriftungen

Schnittkante Edelstahl in 5 mm Stärke 
Schnittkante Stahl in 12 mm Stärke Schnittkante Aluminium in 12 mm Stärke Schnittkante Edelstahl in 12 mm Stärke

Verfahren
Lege ein neues Werkstück an, wähle „Blechbearbeitung“ als Methode, das Material und die Stärke.
Im teknow Designer zeichnest Du das Werkstück. Weiße Linien bezeichnen die Außenkontur oder Durchbrüche. Gelbe Linie werden als Gravurlinien interpretiert. Du kannst mit dem Assistenten überprüfen, ob alle Entwurfsregeln eingehalten wurden. Der Preis für ein einzelnes Werkstück wird Dir angezeigt, nachdem Du den Designer geschlossen haben. Aus Deiner Zeichnung erzeugen wir eine Fertigungsdatei. Wir fertigen nach DIN ISO 2768-m / EN ISO 9013-342.
Vorteile des Verfahrens
• Keine Werkzeugkosten
• Einzelteile möglich
• kurze Fertigungszeit
• hohe Genauigkeit
• feinen Strukturen produzierbar
• flexible Geometrie produzierbar
• Teile können gleich eine Kennzeichnung erhalten
• Teile sind gratfrei
Entwurfsregeln
Der kleinste Lochdurchmesser muss mindestens gleich der gewählten Materialstärke sein, die geringste Stegbreite gleich der doppelten gewählten Materialstärke. Auch hier gibt der Assistent entsprechende Hinweise (gekennzeichnet als Warnung). Sofern alle Regeln beachtet werden, erfolgt die Fertigung mit Toleranzen nach DIN ISO 2768-m / EN ISO 9013-342.
Die Warnhinweise können ignoriert werden. In der Regel entstehen akzeptable Ergebnisse (z.B. etwas kleinere Löcher), aber wir können an diesen Stellen die Einhaltung der DIN ISO 2768-m / EN ISO 9013-342 nicht garantieren.
Die Blechtafeln sind meist 300 x 150 cm² groß, größere Werkstücke führen zu einer Fehlermeldung.
Materialien
Aluminium
AlMg3 (3.3535): Aluminium-Standardlegierung für mittlere Belastung. Sehr gut kant- und schweißbar. Korrosionsbeständig, auch gegen Meerwasser. Zur Auswahl in den Stärken 1,0; 1,5; 2,0; 2,5 3; 4; 5; 6; 8; 10 sowie 12 mm.
Stahl
DC01 (1.0330) ist ein Feinblech im Bereich 1,0 – 3,0 mm (ab 4 mm S235JR), für allgemeine Anwendungen, kaltgewalzt und geölt.
Zur Auswahl in den Stärken 1,0; 1,5; 2,0; 2,5 sowie 3,0 mm.
S235JR (1.0038, ST 37-2) ist ein unlegierter, günstiger Standard-Baustahl für allgemeine Anwendungen. Im Außenbereich ist Rostschutz erforderlich. Unter 4 mm Stärke wird DC01 verwendet.
Zur Auswahl in den Stärken 4; 5; 6; 8; 10; 12; 15; 18; 20 sowie 25 mm.
S355J2G3 (1.0570, ST 52-3) ist ein unlegierter, festerer Standard-Baustahl für allgemeine Anwendungen. Sehr gut schweißbar. Im Außenbereich ist Rostschutz erforderlich.
Zur Auswahl in den Stärken 1,0; 1,5; 2,0; 2,5 3; 4; 5; 6; 8; 10; 12; 15; 18; 20 sowie 25 mm.
DX51 (1.0226) ist ein sendzimirverzinktes Stahlblech, sehr gut verformbar, Zinkauflage ca. 275 g/m², Schichtdicke etwa 20 µm. Geschnittene Kanten müssen geschützt werden.
Zur Auswahl in den Stärken 1,0; 1,5; 2,0; 2,5 sowie 3,0 mm.
Edelstahl
X5CrNi18-10 (1.4301, V2A) ist die Standardgüte der Chrom-Nickel-Stähle, gut schweißbar, gut polierbar, gegenüber Umwelteinflüssen, außer Seewasser, sehr korrosionsbeständig.
Zur Auswahl in den Stärken 0,5; 1,0; 1,5; 2,0; 2,5 3; 4; 5; 6; 8; 10; 12 sowie 12 mm .
X6CrNiMoTi17-12-2 (1.4571, V4A) ist ein Edelstahl mit guter Festigkeit bei hohen Temperaturen, gut schweißbar, gut polierbar, gegenüber Umwelteinflüssen, inklusive Seewasser, sehr korrosionsbeständig.
Zur Auswahl in den Stärken 0,5; 1,0; 1,5; 2,0; 2,5 3; 4; 5; 6; 8; 10 sowie 12 mm.
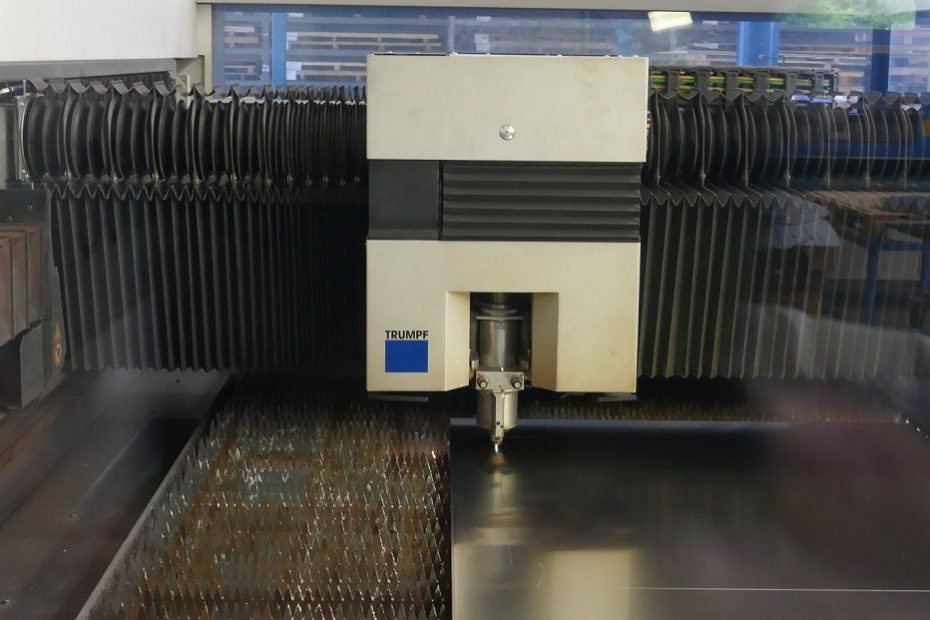
Zum Schluß ein Blick in die Produktion:

Vorne links wird das Blech mit der Laserschneidemaschine geschnitten, hinten links das Blechlager, rechts hinten die Abkantpressen.
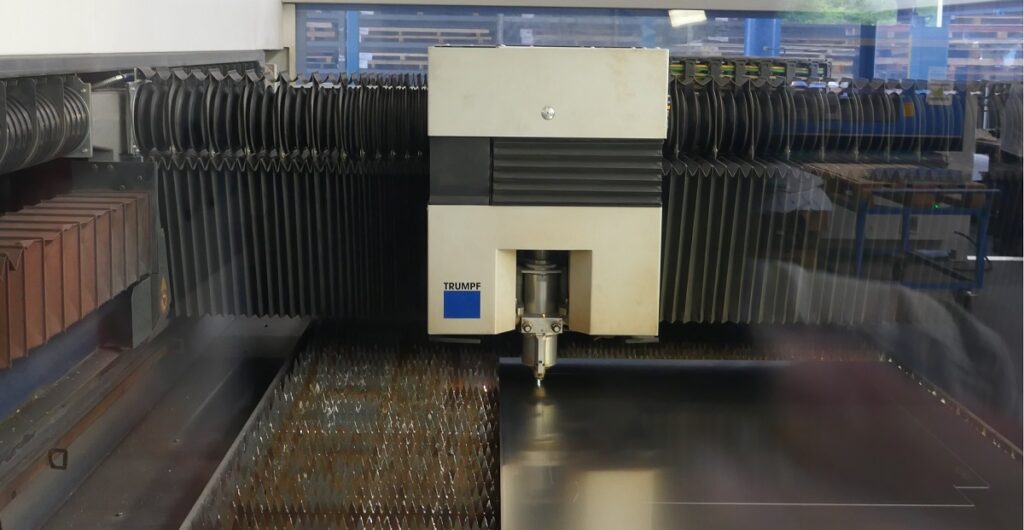
Das Innere der Laserschneidemaschine: Hier werden die Bleche geschnitten.